







-
4/uploadfile/thumb/b73ce398c39f506af761d2277d853a92/200x200_water_auto.jpg
 /uploadfile/thumb/140f6969d5213fd0ece03148e62e461e/200x200_water_auto.jpg
/uploadfile/thumb/140f6969d5213fd0ece03148e62e461e/200x200_water_auto.jpg  /uploadfile/thumb/bd4c9ab730f5513206b999ec0d90d1fb/200x200_water_auto.jpg
/uploadfile/thumb/bd4c9ab730f5513206b999ec0d90d1fb/200x200_water_auto.jpg  /uploadfile/thumb/82aa4b0af34c2313a562076992e50aa3/200x200_water_auto.jpg
/uploadfile/thumb/82aa4b0af34c2313a562076992e50aa3/200x200_water_auto.jpg 
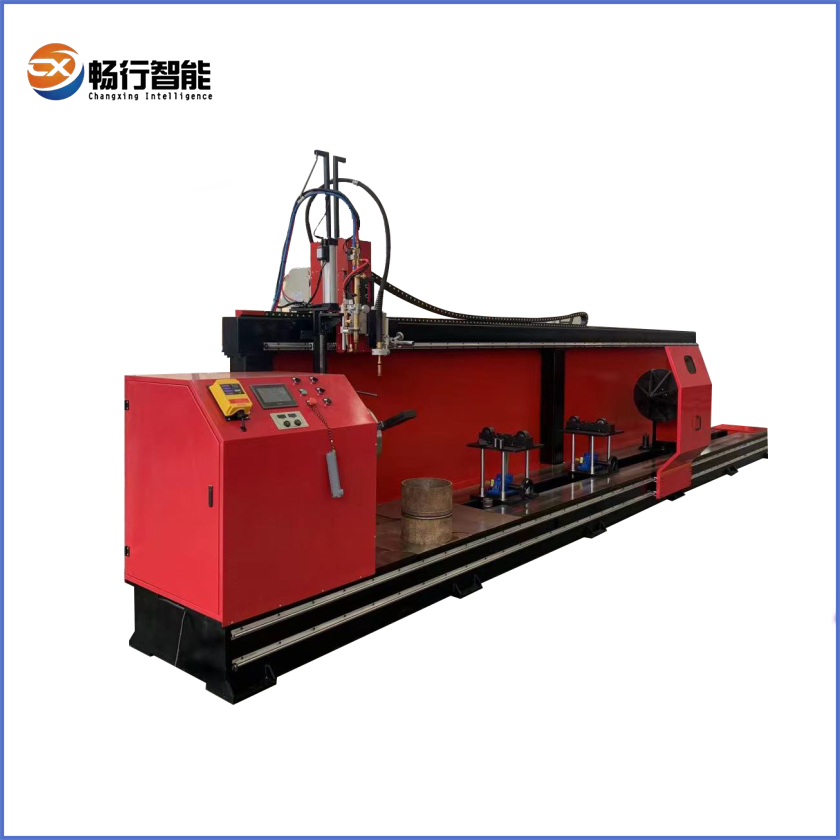
йЎ№зӣ®еҗҚз§°пјҡж¶ІеҺӢзјёзӯ’дҪ“еӨ–зҺҜзјқз„ҠжҺҘдё“жңә
дәҢ з„ҠжҺҘеҜ№иұЎпјҡж¶ІеҺӢзјёзӯ’дёҺзјёеә•гҖҒжҙ»еЎһжқҶдёҺеҗҠиҖігҖҒзӯ’дҪ“дёҺжі•е…°зҡ„еӨ–з„Ҡзјқз„ҠжҺҘгҖӮ
дёү и®ҫеӨҮдё»иҰҒзү№зӮ№пјҡ
1пјҢе·Ҙ件装еҚёж–ҷж–№ејҸпјҡжүӢе·Ҙе°Ҷе·Ҙ件ж”ҫзҪ®еңЁжүҳжһ¶дёҠпјҢзҲӘеҚЎеӨ№зҙ§е·Ҙ件пјҢе°ҫеә§йЎ¶зҙ§е·Ҙ件гҖӮ
2пјҢе·Ҙ件зҡ„е®ҡдҪҚж–№ејҸпјҡжңүдё»дј еҠЁз®ұдёҠзҡ„жүӢеҠЁдёүзҲӘеҚЎзӣҳд»Ҙзӯ’дҪ“еӨ–еҫ„е®ҡдҪҚгҖӮ
3пјҢз„ҠжҺҘж–№ејҸпјҡзҶ”еҢ–жһҒж°”дҪ“дҝқжҠӨиҮӘеҠЁз„ҠжҺҘгҖӮйҮҮз”Ёз„ҠжһӘеӣәе®ҡпјҢе·Ҙ件ж—ӢиҪ¬пјҢз„ҠжһӘе®ҢжҲҗдёҖжқЎзҺҜзјқзҡ„иҮӘеҠЁз„ҠгҖӮ
4пјҢз„ҠжҺҘжқЎд»¶пјҡе·Ҙ件з„ҠжҺҘд№ӢеүҚдёҚзӮ№з„ҠпјҢзӣҙжҺҘеҺӢзҙ§гҖӮ
5пјҢз”ұдәҺз„ҠжҺҘеҢәеҹҹзӣҙеҫ„дёҚдёҖиҮҙпјҢжүҖд»Ҙж— жі•е®һзҺ°еҸҢжһӘпјҢжң¬жңәйҮҮз”ЁеҚ•жһӘжЁЎејҸгҖӮ
6пјҢжһӘж•°пјҡ1жҠҠ
еӣӣ и®ҫеӨҮиҜҙжҳҺпјҡ
пјҲ1пјүжңәз»„е·ҘдҪңзҡ„еҠЁдҪңиҝҮзЁӢпјҡ
ж“ҚдҪңе·ҘжҠҠе·Ҙ件ж”ҫзҪ®еңЁе·Ҙ件жүҳжһ¶дёҠпјҢдёүзҲӘеҚЎзӣҳеӨ№зҙ§е·Ҙ件пјҢдҪҚдәҺе°ҫеә§дёҠзҡ„йЎ¶й’ҲеңЁж°”зјёзҡ„дҪңз”ЁдёӢйЎ¶зҙ§е·Ҙ件гҖӮе·Ҙ件еңЁдёүзҲӘеҚЎзӣҳзҡ„еёҰеҠЁдёӢд»Ҙи®ҫе®ҡзҡ„иҪ¬йҖҹж—ӢиҪ¬пјҲдё»иҪҙжҳҜдјәжңҚз”өжңәжҺ§еҲ¶зҡ„пјүпјҢдҪҚдәҺз„ҠжҺҘжңәеӨҙдёҠзҡ„з„ҠжһӘеңЁж°”зјёзҡ„дҪңз”ЁдёӢиҮӘеҠЁе…ҘжһӘгҖҒеј•еј§пјҢиҮӘеҠЁз„ҠжҺҘпјҢж—ӢиҪ¬е®ҢжҜ•еҗҺе·Ҙ件еҒңжӯўж—ӢиҪ¬еҗҢж—¶з„ҠжһӘеңЁж°”зјёзҡ„дҪңз”ЁдёӢиҮӘеҠЁеҒң弧并дёҠеҚҮгҖӮдҪҚдәҺе°ҫеә§з®ұдёҠзҡ„йЎ¶й’ҲеңЁж°”зјёзҡ„дҪңз”ЁдёӢеҗҺйҖҖпјҢжқҫејҖдёүзҲӘеҚЎзӣҳеҗҺпјҢжӢҝдёӢз„ҠеҘҪзҡ„е·Ҙ件гҖӮиҝӣе…Ҙ第дәҢдёӘеҫӘзҺҜгҖӮд»ҘдёҠеҠЁдҪңжңүPLCеҸҜзј–зЁӢзЁӢеәҸжҺ§еҲ¶гҖӮ
пјҲ2пјүи®ҫеӨҮз»„жҲҗеҸҠдҪңз”Ё
ж•ҙжңәз”ұжңәеә§гҖҒдё»иҪҙз®ұгҖҒжүҳжһ¶гҖҒйЎ¶иҪҙз®ұгҖҒе…ҘжһӘиЈ…зҪ®гҖҒжЁӘжўҒгҖҒж°”и·ҜгҖҒз”өж°”жҺ§еҲ¶з®ұзӯүз»„жҲҗгҖӮ
жңәеә§дёәз»“жһ„件жӢјз„Ҡе®ҢжҲҗпјҢдё»иҰҒз”ЁдәҺе®үиЈ…дё»иҪҙз®ұгҖҒжүҳжһ¶гҖҒйЎ¶иҪҙз®ұзӯүгҖӮ
дё»иҪҙз®ұдёҠе®үиЈ…жңүеҚЎзӣҳгҖҒеҮҸйҖҹз®ұгҖҒз”өжңәгҖҒеҜјз”өиЈ…зҪ®зӯүпјҢдё»иҰҒжҳҜеёҰеҠЁе·Ҙ件ж—ӢиҪ¬гҖӮ
жүҳжһ¶жҳҜдёәдәҶж–№дҫҝе·Ҙ件装еӨ№пјҢж №жҚ®е·Ҙ件зӣҙеҫ„еӨ§е°ҸпјҢеҸҜи°ғиҠӮејҖеҸЈеӨ§е°ҸеҸҠдёӯеҝғй«ҳгҖӮ
йЎ¶иҪҙз®ұжҳҜиҫ…еҠ©йЎ¶дҪҸе·Ҙ件дҫҝдәҺж—ӢиҪ¬пјҢдҪңз”ЁзӯүеҗҢдәҺиҪҰеәҠе°ҫжһ¶гҖӮ
е…ҘжһӘиЈ…зҪ®жҳҜз”ЁдәҺе®үиЈ…з„ҠжһӘпјҢз”ұж°”зјёеёҰеҠЁз„ҠжһӘиҮӘеҠЁдёҠдёӢпјҢж–№дҫҝиЈ…жӢҶе·Ҙ件гҖӮ
жЁӘжўҒжҳҜе®үиЈ…е…ҘжһӘиЈ…зҪ®зӯүйғЁд»¶пјҢдёҠйқўжңүдәҢж №ж”Ҝж’‘иҪЁпјҢз„ҠжһӘеҸҜ
д»Ҙж°ҙ平移еҠЁпјҢи°ғж•ҙеҲ°йңҖиҰҒзҡ„дҪҚзҪ®гҖӮ
з”өж°”жҺ§еҲ¶зі»з»ҹйҮҮз”Ёе…Ҳиҝӣзҡ„дәәжңәз•ҢйқўеҸҠPLCжҺ§еҲ¶пјҢиҮӘеҠЁеҢ–зЁӢеәҰй«ҳпјҢз„ҠжҺҘзЁӢеәҸиҮӘз”ұи®ҫзҪ®пјҢ并且еҸҜд»ҘеӮЁеӯҳгҖӮ
пјҲ3пјүи®ҫеӨҮе…·дҪ“й…ҚзҪ®пјҡ
еәҸеҸ· | й…ҚзҪ®еҗҚз§° | ж•°йҮҸ | дә§ең° | еӨҮжіЁ |
1 | еҜјиҪЁ | 2 | TBI |
|
2 | ж°”зјё | 1 | з•…иЎҢе®ҡеҲ¶ |
|
4 | ж»ҡзҸ дёқжқҶ | 4 | TBI |
|
5 | еҮҸйҖҹжңә | 1 | иҝҲйҖҹиҫҫ |
|
6 | еҚЎзӣҳ | 1 | еңҶзӣҳ |
|
7 | PLCжҺ§еҲ¶еҷЁ | 1 | дҝЎжҚ· |
|
8 | и§Ұж‘ёеұҸ | 1 | дҝЎжҚ· |
|
9 | дё»е…із”өеҷЁе…ғ件 | 1 | еҫ·еҠӣиҘҝ |
|
дә” дё»иҰҒжҠҖжңҜеҸӮж•°пјҡ
1пјҢе·Ҙ件зҡ„жңҖеӨ§й•ҝеәҰ:3000гҺңгҖӮ
2пјҢе·Ҙ件зҡ„зӣҙеҫ„иҢғеӣҙ: ПҶ150гҺңпҪһПҶ350mmгҖӮ
3пјҢж°”еҺӢи°ғж•ҙиҢғеӣҙпјҡ0.1-0.6MPaгҖӮ
4пјҢжңәз»„иҪҪйҮҚпјҡ0.8еҗЁгҖӮ
5пјҢз„ҠжһӘеңЁXиҪҙзҡ„移еҠЁи·қзҰ»пјҡ3000гҺңгҖӮ
6пјҢз„ҠжһӘеңЁYиҪҙзҡ„移еҠЁи·қзҰ»пјҡ50-150гҺңгҖӮ
